Blog
Effizientes Nutenfräsen - Ein Fallbeispiel
In diesem Artikel schildern wir, wie es einem Kunden gelungen ist, die Fräszeit pro Bauteil von 27 Minuten auf nur 7 Minuten zu verkürzen.
Bisherige Methode des Nutenfräsens
Unser Kunde produziert mehrmals im Jahr Bauteile aus St-52 in Losgrößen von 8 bis 10 Stück. Diese Aufträge wurden bisher entweder intern auf einer Fräsmaschine oder durch einen externen Auftragsfertiger bearbeitet. Beide Optionen wurden als suboptimal betrachtet, da
- die internen Fräszeiten zu lang waren
- eine Abhängigkeit von externen Dienstleistern bestand
Um die Situation zu verbessern, entschied sich die Geschäftsleitung vor einem Jahr dazu, in ein Bearbeitungszentrum zu investieren. Die Möglichkeit, ein hochwertiges gebrauchtes Bearbeitungszentrum kostengünstig von einem Kunden zu erwerben, wurde schnell umgesetzt. Seitdem werden die Bauteile auf diesem Bearbeitungszentrum gefertigt.

Erster Fortschritt
Die erste Erfolgsmeldung lautet, dass die Fräszeit pro Bauteil von etwa 45 Minuten auf etwa 27 Minuten reduziert werden konnte. Dies wurde hauptsächlich durch die höheren Schnittgeschwindigkeiten und Vorschübe des Bearbeitungszentrums ermöglicht. Der Arbeitsschritt und das verwendete Werkzeug blieben dabei unverändert.
Unser Kunde verzeichnet eine erfreuliche Auftragslage und verfolgt die Philosophie, so viel wie möglich intern zu fertigen. Das neu angeschaffte Bearbeitungszentrum wird jedoch langsam zu einem Engpass, da eine steigende Anzahl von Bauteilen darauf bearbeitet werden muss.
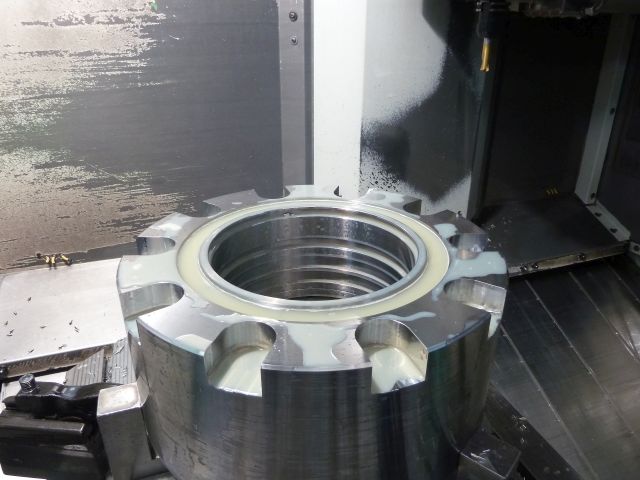
Für die in diesem Artikel behandelten Bauteile kann die Maschine bis zu 4 Stunden blockiert sein. Neben den Rüstzeiten fallen hier verschiedene Bohr- und Gewindeschneidvorgänge an sowie das Fräsen von 10 Nuten, was den Großteil der Bearbeitungszeit ausmacht.
Lösung des Engpasses
Der Geschäftsführer des Kunden beauftragte mich damit, eine praktikable Lösung zu finden. Dabei hatte ich freie Hand für einen Optimierungsversuch. Gemeinsam mit den Mitarbeitern erarbeiteten wir die wichtigsten Punkte, die beachtet werden mussten. Ein grobes Werkzeugkonzept hatte ich bereits im Kopf.
Als vielversprechende Lösung erschien mir ein Vollhartmetall-Fräser, der
- kompakt ist
- hohe Schnittgeschwindigkeiten und Vorschübe verkraftet
- für Laufruhe sorgt
- eine effiziente Spanbildung ermöglicht
Durchgeführter Versuch
In der vergangenen Woche besuchte ich den Kunden vor Ort, um den Versuch durchzuführen. Die Vorbereitungen seitens des Kunden waren ausgezeichnet, das Bauteil optimal eingespannt, und das CNC-Programm bereits vorhanden. Es bedurfte lediglich Anpassungen bei
- Drehzahl
- Vorschub
- Zustellung
Nach kurzer Feinabstimmung konnten wir direkt beginnen.

Erzielte Ergebnisse
Zuerst haben wir eine Nut testweise gefräst, um das Verhalten des Werkzeugs zu überprüfen. Alles verlief reibungslos. Anschließend frästen wir die restlichen Nuten mit voller Leistung. Die Bearbeitungszeit aller Nuten konnte auf 7 Minuten pro Bauteil reduziert werden.
Die Ergebnisse erfüllten die Erwartungen des Kunden mehr als zufriedenstellend. Durch diese Optimierung wurde erreicht, dass
- die Fräszeit pro Bauteil von 27 auf 7 Minuten gesenkt wurde
- die Maschine nun etwa 3 Stunden früher für Folgeaufträge zur Verfügung steht
- der Durchsatz am Bearbeitungszentrum erhöht werden kann, was zu einer gesteigerten Ertragslage führt

Ich erstellte eine ausführliche Dokumentation über den erfolgreichen Versuch und schickte sie dem Geschäftsführer am folgenden Tag zu. Seine prompte Antwort lautete: "Hallo Herr Hagelberg, das klingt vielversprechend. Wir sind gespannt auf weitere Optimierungen mit Ihnen."
Solch ein Lob hört man selten, daher habe ich mich umso mehr über diese Worte gefreut!
Optimierung von Prozessen durch den Einsatz spezieller Werkzeuge
Die Verwendung von speziellen Werkzeugen kann die Kosten pro Bauteil reduzieren. Dies ist vor allem in der Serienfertigung relevant, kann aber auch bei Einzelbauteilen sinnvoll sein.
Ein Beispiel hierfür ist die Fertigung eines Werkstücks, bei dem 400 Stufenbohrungen mit Gewinde hergestellt werden müssen.
Lesen Sie dazu unseren Erfahrungsbericht.
Rundum Sorglos Paket
Bei der Zusammenarbeit mit unseren Kunden ist uns wichtig, dass sich die Mitarbeiter auf ihre Kernaufgaben konzentrieren können. Wir wollen dem Kunden schließlich Arbeit abnehmen und nicht zusätzlich Arbeit bringen.
- Die Anforderungen des Anwenders von Anfang an besprochen
- Alles was dem Kunden wichtig ist, wird dokumentiert
- Wir erarbeiten ein passendes Konzept - der Kunde prüft, ob es für ihn passt und rentabel ist
Wenn wir Sie ebenfalls in Puncto
- Werkzeugeinsatz-Optimierung
- Sonderwerkzeuge
- Unternehmens-und Strategieberatung für Lohnfertiger
- Informationssicherheit & IT-Grundschutz Beratung für Lohnfertiger
unterstützen können, dann sprechen Sie uns unverbindlich an
- Kontakt per E-Mail
- Kontakt per Telefon 0 22 34/99 99 880
Weitere Beiträge
Aktuellste Beiträge
-

Die Herausforderungen von Unternehmen aus der Branche der Zerspanung: Eine Umfrageanalyse
08.04.2024 -

Sonderwerkzeug T-Nutenfräser aus HSSE
08.03.2024 -

Effektiver Displayschutz für Touch-Bildschirme an CNC Werkzeugmaschinen
01.03.2024 -
Die Gefahr der Kundenabhängigkeit im Geschäftsleben: Ein schleichender Prozess mit verheerenden Folgen
15.12.2023 -

CNC-Lohnfertiger der Zukunft: Strategische Weichenstellungen für nachhaltigen Erfolg
08.11.2023
Kategorien
- Dies & Das (20)
- Optimierung (55)
- Schleifen & Beschichten (9)
- Sonderwerkzeuge (67)
- Technologie (14)
- Tipps & Ideen (30)
- Strategie (32)
Archiv
- April 2024 (1)
- März 2024 (3)
- Dezember 2023 (1)
- November 2023 (1)
- Oktober 2023 (4)
- September 2023 (1)
- August 2023 (3)
- Juli 2023 (1)
- Juni 2023 (7)
- Mai 2023 (4)
- April 2023 (2)
- März 2023 (2)
- Dezember 2022 (1)
- November 2022 (2)
- September 2022 (2)
- August 2022 (4)
- Mai 2022 (3)
- Februar 2022 (3)
- Januar 2022 (3)
- November 2021 (2)
- Oktober 2021 (2)
- September 2021 (2)
- August 2021 (2)
- Juli 2021 (2)
- Juni 2021 (3)
- Mai 2021 (4)
- April 2021 (2)
- März 2021 (3)
- Februar 2021 (6)
- Januar 2021 (2)
- Dezember 2020 (1)
- November 2020 (1)
- Oktober 2020 (2)
- September 2020 (2)
- August 2020 (2)
- Juli 2020 (4)
- Juni 2020 (4)
- Mai 2020 (2)
- April 2020 (4)
- März 2020 (6)
- Februar 2020 (3)
- Dezember 2019 (1)
- November 2019 (2)
- September 2019 (3)
- August 2019 (1)
- Juni 2019 (1)
- März 2019 (5)
- Februar 2019 (4)
- Dezember 2018 (3)
- November 2018 (2)
- Oktober 2018 (4)
- September 2018 (2)
- Juli 2018 (1)
- Juni 2018 (6)
- Mai 2018 (4)
- April 2018 (1)
- März 2018 (2)
- Februar 2018 (3)
- Dezember 2017 (1)
- Oktober 2017 (5)
- August 2017 (1)
- Juni 2017 (2)
- März 2017 (4)
- Februar 2017 (6)
- Januar 2017 (4)
- Dezember 2016 (1)
- November 2016 (1)
- Oktober 2016 (1)
- September 2016 (2)
- August 2016 (3)
- Juli 2016 (2)
- Juni 2016 (3)
- Mai 2016 (5)
- April 2016 (2)
- März 2016 (4)
- Februar 2016 (3)
- Januar 2016 (1)
- Dezember 2015 (2)
- November 2015 (2)
- Oktober 2015 (1)
- September 2015 (3)
- August 2015 (5)
- Juli 2015 (3)
- Juni 2015 (3)
- Mai 2015 (1)
- April 2015 (1)
- März 2015 (4)